
This page is part of the English restoration corpus. It keeps noindex during review and does not replace existing high-ID archive shells.
Calcined petroleum coke, with its high carbon content, low sulfur, and low impurities, plays a vital role in modern manufacturing, especially in the aluminum and steel industries.
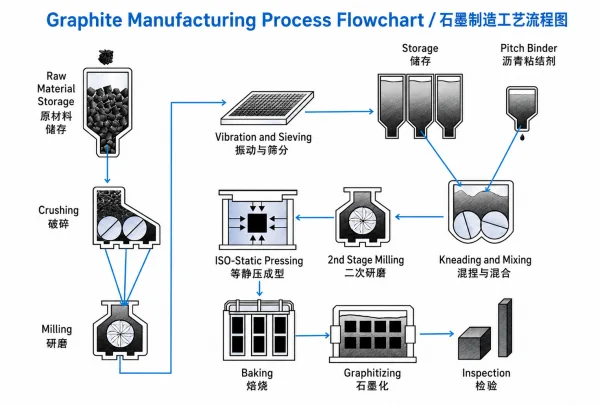
【Artificial Graphite】Production Process Flow and Key Control Points
01 Overview of the Production Process
The production of artificial graphite involves raw material pretreatment, high-temperature processing, and precision machining. The core steps include raw material selection → pretreatment → kneading → forming → baking → impregnation → graphitization → machining and inspection, ultimately producing high-purity and high-density graphite products.
02 Detailed Production Process
❶ Raw Material Selection and Pretreatment
① Raw material types: petroleum coke (low cost), pitch coke (high purity), and natural graphite (enhanced performance).
② Pretreatment: raw materials are crushed into 1-5mm particles and then milled into fine powder of 10-50μm to ensure uniform kneading in subsequent processes.
❷ Kneading
Binder addition: medium-temperature coal tar pitch (20-30% ratio) is mixed with raw material powder at 140-180℃ and continuously stirred for 30-60 minutes to form a plastic paste.
❸ Forming
① Compression molding: suitable for simple shapes (such as electrode blocks), with pressure of 50-100MPa.
② Extrusion: used for producing long-shaped products (such as rods) through screw extrusion.
③ Isostatic pressing: used for complex irregular components with isotropic high pressure of 200-300MPa.
❹ Baking
① Temperature curve: slowly heated to 800-1200℃ (to prevent cracking), held for 20-40 hours under inert atmosphere (nitrogen protection).
② Volatile removal: the binder decomposes into coke, forming the initial carbon structure.
❺ Impregnation (Optional Multiple Times)
① Impregnation agents: coal tar pitch or resin (such as phenolic resin), filling pores under vacuum (-0.1MPa) and pressure (0.5-1.5MPa) to improve density.
② Repetition times: 2-3 times, increasing density from 1.5g/cm³ to above 1.8g/cm³.
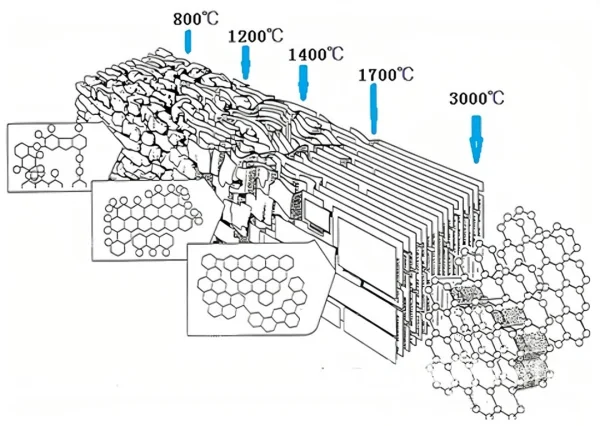
❻ Graphitization
① High-temperature treatment: Acheson furnace or continuous furnace processing at 2800-3200℃ for 72-120 hours, allowing carbon atoms to rearrange into graphite crystal structures.
② Cooling control: gradient cooling (below 50℃/h) to avoid cracking caused by thermal stress.
❼ Mechanical Processing and Inspection
① Precision machining: CNC machining to micron-level precision, meeting application requirements for sealing rings, crucibles, etc.
② Performance testing:
· Density: ≥1.8g/cm³ (after impregnation);
· Electrical resistivity: ≤10μΩ·m;
· Flexural strength: ≥30MPa.
03 Key Control Points
❶ Raw Material Quality Control
① Ash content: petroleum coke ash content <0.5% to avoid impurity effects on conductivity.
② Particle size distribution: D50 controlled at 20-30μm to ensure kneading uniformity.
❷ Kneading Process
① Temperature deviation: controlled within ±5℃ to prevent premature pitch curing or decomposition.
② Binder uniformity: no agglomeration observed under microscopic inspection.
❸ Forming Density Control
Green body density: compression molded products ≥1.6g/cm³; isostatic pressed products ≥1.7g/cm³.
❹ Key Baking Parameters
① Heating rate: initial stage ≤5℃/h (before 300℃), middle stage ≤10℃/h.
② Oxygen content inside furnace atmosphere: <100ppm to prevent oxidation loss.
❺ Impregnation Optimization
Weight gain rate: single impregnation weight increase of 5-10%; insufficient gain requires adjustment of pressure or impregnation agent viscosity.
❻ Graphitization Temperature Accuracy
Temperature uniformity: furnace temperature difference <50℃ to avoid local overheating or under-burning.
❼ Machining Precision Management
Dimensional tolerance: ±0.01mm for key parts, surface roughness Ra<0.8μm.
04 Quality and Environmental Control
❶ Online Inspection
X-ray inspection is used for internal crack detection, while laser particle size analyzers monitor raw material powder.
❷ Environmental Protection Measures
Baking exhaust gas is treated through SCR denitrification, CO₂ from graphitization furnace exhaust gas is recycled, and dust collection efficiency exceeds 99%.
05 Summary
The performance of artificial graphite depends on raw material purity, graphitization temperature, and impregnation process. For example, lithium battery anode materials require graphitization degree control (>93%) to improve lithium intercalation capability, while photovoltaic single-crystal furnace components require high density (>1.85g/cm³) to extend service life. Through precise control of process parameters at each stage, high-end requirements across different industries can be achieved.
References:
[1]. From Amorphous Carbon to Artificial Graphite: What Factors Affect the Degree of Graphitization?
[2]. Graphite Manufacturing Process Workflow
Feel free to contact us anytime for more information about the artificial graphite market. Our team is dedicated to providing you with in-depth insights and customized assistance based on your needs. Whether you have questions about product specifications, market trends, or pricing, we are here to help.
Procurement Context
Use archive content as a starting point for specification review
For current orders, please confirm product name, target specifications, quantity, packing, destination and application. Final quotation depends on available batch and order confirmation.